جوشکاری ورق نازک فلزی به دلیل ظرافت و دقت بالایی که نیاز دارد، از جمله چالش برانگیزترین فرآیندهای جوشکاری محسوب میشود. در این روش، به دلیل ضخامت کم ورق، خطر ذوب شدن و سوراخ شدن آن در اثر گرمای زیاد وجود دارد.
علاوه بر این، جوشکاری ورق نازک فلزی با مشکلات دیگری نیز همراه است که عبارتند از:
- تاب برداشتن: گرمای ناشی از جوشکاری میتواند باعث تاب برداشتن ورق شود، به خصوص اگر ورق به طور یکنواخت گرم نشود.
- نفوذ بیش از حد: اگر جریان و ولتاژ جوشکاری به درستی تنظیم نشود، ممکن است فلز مذاب بیش از حد به داخل ورق نفوذ کند و باعث ایجاد سوراخ یا ناهمواری در جوش شود.
- ترک خوردن: تنش های ناشی از جوشکاری می تواند باعث ایجاد ترک در ورق، به خصوص در گوشه ها و لبه ها شود.
- کاهش خواص مکانیکی: گرمای ناشی از جوشکاری می تواند باعث کاهش خواص مکانیکی ورق، مانند استحکام و چقرمگی شود.
- ایجاد حفره: حفره ها حفره های کوچکی هستند که در جوش ایجاد می شوند و می توانند باعث ضعیف شدن جوش و نشت شوند.
- ناهمواری جوش: اگر تکنیک جوشکاری صحیح نباشد، ممکن است جوش ناهموار و ناقص باشد.
جوشکاری نقطه ای ورق نازک
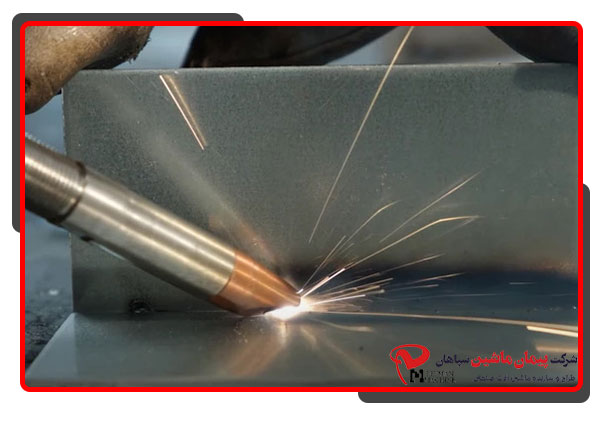
جوشکاری نقطه ای یکی از روش های رایج برای اتصال ورق های نازک فلزی است. در این روش، از جریان الکتریکی بالا برای ایجاد گرما در یک نقطه کوچک استفاده می شود که باعث ذوب شدن فلز پایه و الکترود می شود. پس از سرد شدن، فلز ذوب شده دوباره جامد شده و یک اتصال محکم ایجاد می کند.
 سؤالات متداول
سؤالات متداول
1. چه نوع روشی برای جوشکاری ورق نازک مناسب تر است؟
انتخاب روش مناسب به عوامل مختلفی مانند ضخامت ورق، نوع فلز، ظرافت مورد نیاز و تجهیزات موجود بستگی دارد. به طور کلی، روش های MIG و TIG برای جوشکاری ورق نازک مناسب تر هستند.
2. مهمترین نکات در جوشکاری ورق نازک چیست؟
- آماده سازی صحیح سطوح
- استفاده از ولتاژ و جریان کم
- حرکت سریع الکترود
- کنترل گرما
- استفاده از گاز محافظ
3. چه مشکلاتی در جوشکاری ورق نازک وجود دارد؟
- تاب برداشتن
- نفوذ بیش از حد
- ترک خوردن
- کاهش خواص مکانیکی
- ایجاد حفره
- ناهمواری جوش


 در ادامه تعدادی از نکات و ترفندهایی برای جوشکاری ورق نازک را برای شما شرح میدهم:
در ادامه تعدادی از نکات و ترفندهایی برای جوشکاری ورق نازک را برای شما شرح میدهم: بیشتر بخوانید: برای خواندن مقاله
بیشتر بخوانید: برای خواندن مقاله